H-IIAロケット試験機2号機以降への反映事項について
宇宙開発事業団
本日開催された宇宙開発委員会において、下記のとおり報告をいたしました。
固体ロケットブースタ/コア機体の結合機構の応力緩和
<事象>
リフトオフ後約45秒付近においてSRB-A後方ヨーブレスの圧縮歪みが約800ミクロンと当初予測を上回った
<原因>
空力による後方ヨーブレス単体の曲げの影響
<対策>
荷重条件を再設定、強度余裕を拡大するため分離位置をコア機体側に216mm寄せ荷重を低減する設計変更を実施
図 後方ヨーブレス歪み時間履歴
図 後方ヨーブレス本体概要
第1段液体水素タンク加圧系統に発生した圧力脈動の抑制
<事象>
第1段液体水素タンク加圧ガスが小流量状態で、流量制御電磁弁(FSPV)上流圧力に振幅1.4MPa程度の脈動が見られた。
<推定原因>
液体水素タンク加圧ガスチェック弁(FSCV)のポペットが振動していると推定。
<対策>
配管の気柱振動と推定。FSCVの取付位置を変更し、地上試験においてデータ取得を行い、脈動の低減を確認。詳細検討継続中。
第1段エンジンの燃焼室圧力計測用センサポートの氷結対策
<事象>
第1段LE-7Aエンジンの定常燃焼中、メイン燃焼室圧力計測用ポート-1、-2ともに100秒付近で氷結した。
<対策>
氷結対策として、計測穴径の拡大をフライト4号機より適用することを検討中。
尚、試験機2号機、3号機については万が一氷結が発生しても他の計測データにより代替し、評価することが可能
フェアリング内の音響環境への対応
<事象>
フェアリング内音響のオーバオール値が規定値を若干超えた(短秒時)
<対処>
実際の試験での音響は振幅ピークを実線で示した公称規定値から試験のばらつきを考慮した両点線間の間にピーク値が存在する条件で40秒音響負荷したもの
試験機1号機ではオーバオール値が規定を越えたのは極短秒時(衛星の試験条件に比較してフライト時の負荷は小さい)
今後、フライト実績の積み重ねによりばらつきを評価する。
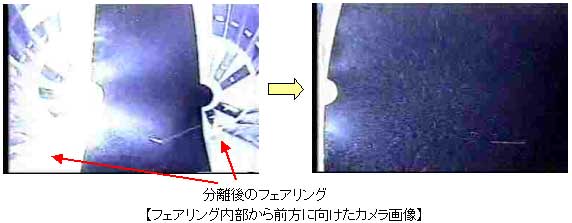
フェアリング分離時に発生したコンタミネーションの低減
<事象>
衛星フェアリングの分離時にCCDカメラにより微粉とひも状のものが撮影された。
<推定原因>
| ・微粉 | : | 分離時にボルトがハニカムに衝突することにより放出するハニカムコア内の空気中の水分の凝結と発泡接着剤の放出 |
| ・ひも状のもの | : | フェアリングコーン部I軸側分離面のシールが反対側III軸に接着されたため分離時に離脱した。 |
<対策>
| ・微粉 | : | ハニカムコア内の残留空気放出防止のため、パネル端部にカバー装着 |
| ・ひも状のもの | : | シール接着領域の拡大・十分な硬化時間の確保 |
第2段液体水素タンク内に発生した液面貫入の抑制
<事象>
第2段エンジンの再着火前に実施する液体水素タンク過渡加圧時に、タンク底部にあるディプリーションセンサがドライ指示する現象が発生した。
<推定原因>
加圧ガスの貫入が原因と推定
<対策>
ディフューザの流速分布の均一化、流速低減、圧力制御設定変更等で対応
第2段エンジンを発生源とした機体振動への対応
<事象>
LE-5B燃焼時の機体振動加速度(機軸方向)が比較的大きめであった。
<原因>
LE-5Bの燃焼圧変動(推力変動)
⇒ 機体振動(2段機体の固有モードに対応した周波数)
<影響(ペイロードの振動環境)>
・VEP2での振動加速度レベルは正弦波振動条件以下であり、静的強度の点では設計条件内
・一次検討結果:累積疲労損傷は正弦波振動試験条件の0.46倍
・但し、万全を期して、振動解析で衛星内部の応答を確認し、疲労に関する評価を行う。
第2段搭載機器の温度環境への対応
<事象>
長秒時ミッション期間において、UHF送信機及びDAU2温度がQT温度(-11℃)を下回った。
<対策>
| (1)発熱量の見直し | (DAU2はタンク液位センサDRY時に発熱量低下) |
| (2)放熱量の見直し | (UHF送信機及びDAU2は放熱重視の艤装であったが、熱フィルム等で放熱量を抑制する。) |
コンタミネーション混入防止に関する品質確保の徹底
1.コンタミ点検チーム
| 工場整備及び射場整備作業において異物やコンタミに係わる不具合が発生 | |
| コンタミ点検チームを組織し、技術や管理面から根本的な品質改善活動を9月より開始 | |
| 推進系を担当する企業および下請負企業を対象 | |
| 点検評価 1.発生させない 2.残さない 3.持ち込まない を徹底 製造現場に立ち会い点検評価 |
|
| 点検は企業の設計、製造技術、品質保証部門およびNASDAの招聘開発部員、担当者で実施 |
2.ゴミ・汚れの撲滅
| 「ゴミ・汚れの撲滅」をとりあげ、H-IIAロケットの関連企業に品質改善を要請 | |
| 工場監督において、コンタミ問題の発生防止対策を討議 |
3.抜き打ち検査等の実施
射場作業におけるISOの徹底
1.不具合事例
事象 : 第1段LOX注排液弁の逆圧印加(H-IIA・F1 カウントダウン作業時)原因 : 手順書に引用された「推進薬・高圧ガス系統図」の接続位置誤り
2.系統図の誤りに気付かなかった背後要因
| (1) | 「設備製造図面」は、輸本ISO9001品質システム文書の「設計管理要領」及び「打上げ管理要領」により管理 |
| (2) | しかし、「設備製造図面」は各系毎に作成されているため、機体を含めた全体系統は別に「系統図」を作成 |
| (3) | この「系統図」は上記品質システム文書の管理対象外となっていたため、点検もれが発生 |
3.背後要因分析に基づく予防処置対策の実施
| (1) | 輸本品質システム文書の「是正処置及び予防処置要領」により、品質保証室長が実施責任部門である種子島宇宙センター発射管制課長に予防処置要求書(ISO9001の管理責任者である副本部長が認可)を発行し、実施完了を確認する。 |
| (2) | 予防処置案は、手順書に呼ばれる「系統図」も「設備製造図面」と同様の管理を実施する。 |
飛行安全管制システムの不具合対策
<事象>
冗長を構成する飛行安全管制システムのうち、#2系の飛行安全計算機が、X+450秒に処理を停止した。(#1系は、正常に動作を継続)(下図1)
<原因>
調査の結果、以下が原因と判明した。
| (1) | 飛行安全計算機#2系で、メモリスワップか又はタイマ管理タスクの異常動作によるタイムアウト信号が発生した。 |
| (2) | タイムアウト発生による復帰処理の完了直後に、メモリの不正参照が発生したために処理が停止した。 |
<対応>
| (1) | 調査結果に基づき、計算機メモリの増設およびソフトウェアの修正を行った上で、インテグレーション試験を実施し、総合動作の確認を行う。 |
| (2) | 全てのソースリスト上でのソフトウェアの総点検を実施し、類似する不具合要因の根絶、及びこの他に考えられる全ての不具合要因の洗い出しと対処を行う。 |
| (3) | 上記の処置に加え、更に万全を期すために、ハードウェア/ソフトウェアとも可能な限り現行の計算機とは異なった別系統のシステムを整備することとする。 |
飛行安全管制システム構成図
図 1
|
|