
杸嶤奾漚愙崌偺媄弍
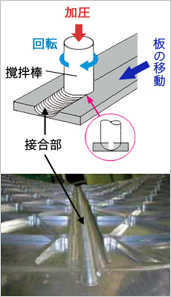
H-IIB偼丄懪偪忋偘偺怣棅惈岦忋偺偨傔偵偝傑偞傑側岺晇傪偟偰偄傑偡丅1抜栚偺婡懱偺捈宎傪H-IIA偺4m偐傜5.2m偵曄峏偟傑偟偨偑丄僞儞僋偺捈宎偑懢偔側傞偲丄摉慠丄嫮搙傪忋偘傞偨傔偵斅岤傕憹偡偙偲偵側傝傑偡丅偙傟傑偱偺H-IIA偺僞儞僋偼丄墌摏傪5枃偵暘妱偟偨斅傪壗夞傕梟愙偟偰擏惙傝偟偰晅偗傞偲偄偆曽朄偱惢憿偟偰偄傑偡偑丄H-IIB偺傛偆偵斅偑岤偔側傞偲丄梟愙偺夞悢偑懡偔側傝傑偡丅傑偨丄梟愙偼丄傕偟傕巁壔旂枌側偳偺晄弮暔偑擖傝偙傓偲丄拞偵婥朅偑偱偒偰嫮搙偑棊偪傞偨傔丄偦偺晹暘傪嶍傝庢偭偰曗廋偟側偗傟偽側傝傑偣傫丅偦偺庤娫傪尭傜偟丄傑偨昳幙傪岦忋偝偣傞偨傔偵丄H-IIB偱偼僞儞僋偺晹嵽偺愙崌曽朄傪丄梟愙偐傜杸嶤奾漚乮傑偝偮偐偔偼傫乯愙崌曽幃偵曄峏偟傑偟偨丅杸嶤奾漚愙崌偼丄傾儖儈僯僂儉斅偵奾漚朹傪墴偟摉偰偰夞揮偝偣丄杸嶤擬偱傾儖儈僯僂儉傪廮傜偐偔偟偰愙崌偡傞曽朄偱偡丅傾儖儈僯僂儉偼500亷偖傜偄偵側傞偲旕忢偵廮傜偐偔側傝傑偡偐傜丄偦傟傪奾漚偟偰愙崌偟傑偡丅傑偨丄梟愙偺応崌丄媄検偺崅偄怑恖寍傪昁梫偲偟傑偡偑丄杸嶤奾漚愙崌曽幃偼婡夿壔偱偒傑偡偺偱丄埨掕偟偨昳幙偺傕偺偑憗偔丄埨偔嶌傟傞偲偄偆揰偱傕桪傟偰偄傑偡丅
偦偺傎偐偵傕丄戞侾抜偺悇恑栻僞儞僋偺忋壓傪傆偝偖僪乕儉宆偺嬀斅傪丄奀奜挷払偐傜崙嶻壔偵曄偊傑偟偨丅僞儞僋偺僪乕儉宆偺嬀斅偼丄捈宎5m傎偳偺傾儖儈斅傪丄夞揮偝偣側偑傜僪乕儉宆偵墴偟晅偗偰惉宍偟傑偡丅偙偺僗僺僯儞僌惉宍偼丄彫偝偄晹昳偱偼堦斒揑側曽朄偱偡偑丄戝宆偱崅嫮搙偺傾儖儈僯僂儉崌嬥惢偺僪乕儉慺嵽傪僗僺僯儞僌惉宍偡傞媄弍偼変偑崙偵側偐偭偨偨傔丄嶰旽廳岺嬈偑悢擭偵傢偨傞尋媶奐敪傪廳偹丄偙偺惢憿媄弍傪妋棫偟傑偟偨丅偙傟傜偺怴偟偄惢憿媄弍偵僠儍儗儞僕偟丄栚揑傪払惉偱偒偨偺偼丄嶰旽廳岺嬈偺搘椡偺寢徎偩偲巚偭偰偄傑偡丅

嶰旽廳岺嬈揷戙帋尡応偱峴傢傟偨擱從帋尡偺條巕
H-IIB偺奐敪偑杮奿揑偵巒傑偭偰栺5擭偑宱偪傑偟偨偑丄JAXA偲嶰旽廳岺嬈偺楢実偼偲偰傕偆傑偔偄偭偰偄傞偲巚偄傑偡丅偦傟偧傟偺帩偪応偵懳偟偰偍屳偄偑儀僗僩傪恠偔偟傑偡偑丄偦傟偱壽戣偑弌偨傜丄偍屳偄偑暊傪妱偭偰丄偱偒傞偙偲丄偱偒側偄偙偲丄偦傟傜傪夝寛偡傞偨傔偺曽岦惈側偳傪僞僀儉儕乕偵榖偟崌偭偰偒傑偟偨丅傑偨丄媄弍柺偱壗偐栤戣偑婲偒偨偲偟偰傕丄偦傟傪嶰旽廳岺嬈偺拞偩偗偱偼側偔丄巹偨偪偺帇揰偱暔帠傪偲傜偊偰傾僀僨傾傪弌偟傑偡丅偍屳偄偵椡傪崌傢偣偰丄H-IIB偺懪偪忋偘傪惉岟偝偣偨偄偲巚偄傑偡丅

惢憿拞偺H-IIB儘働僢僩乮庤慜乯
尰嵼偺奐敪忬嫷偼丄HTV梡偺塹惎僼僃傾儕儞僌偺奐敪帋尡傪峴偆偲偲傕偵丄帋尡婡偺惢憿偑恑傔傜傟偰偄傑偡丅2009擭偵側偭偰偐傜丄姰惉偟偨帋尡婡傪庬巕搰傊塣傃丄弔偵丄庬巕搰塅拡僙儞僞乕偱戞2抜偐傜壓偺幚婡傪梡偄偰丄戞1抜偺擱從帋尡傪峴偄傑偡丅抧忋愝旛傕H-IIB梡偵昁梫側売強傪夵廋偟傑偟偨偺偱丄偦偺愝旛傪巊梡偟偰悇恑栻傪廩揢偟丄懪偪忋偘僇僂儞僩僟僂儞偺庤弴傑偱偡傋偰峴偄傑偡丅偙傟偼奐敪偺憤巇忋偘偲側傞傕偺偱偡丅偙偺帪偼丄揷戙帋尡応偺擱從帋尡偱巊偭偨僄儞僕儞傪巊偄傑偡偑丄偦偺屻丄懪偪忋偘梡偺怴偟偄僄儞僕儞偵岎姺偟傑偡丅偦傟偐傜摨偠擭偺弶壞偵偐偗偰丄4杮偺屌懱儘働僢僩僽乕僗僞乕乮SRB-A乯傪慻傒忋偘偰丄偄傠偄傠側婡擻帋尡傗悇恑栻偺廩揢丄懪偪忋偘偺庤弴傗愝旛偺妋擣傪峴偆抧忋憤崌帋尡傪峴偄傑偡丅儘働僢僩偼抧忋帋尡偱巊偭偨婡懱傪偦偺傑傑懪偪忋偘傑偡偑丄偙傟傕掅僐僗僩丄掅儕僗僋傪幚尰偡傞怴偟偄庢傝慻傒偺傂偲偮偱偡丅
H-IIB偺懪偪忋偘偼丄2009擭搙偵峴偆梊掕偱偡丅懪偪忋偘傑偱偁偲1擭慜屻偱偡偑丄枩慡偺懱惂偱椪傔傞傛偆偵丄傒傫側偱椡傪崌傢偣偰婃挘傝偨偄偲巚偄傑偡丅
娭楢儕儞僋丗H-IIB儘働僢僩乮怴戝宆儘働僢僩乯
拞懞晉媣乮側偐傓傜偲傒傂偝乯
JAXA塅拡桝憲儈僢僔儑儞杮晹 H-IIB僾儘僕僃僋僩儅僱乕僕儍
1973擭丄塅拡奐敪帠嬈抍乮尰JAXA乯偵擖幮丅H-IIA僾儘僕僃僋僩僠乕儉僒僽儅僱乕僕儍傪宱偰丄2007擭8寧傛傝尰怑丅
JAXA塅拡桝憲儈僢僔儑儞杮晹 H-IIB僾儘僕僃僋僩儅僱乕僕儍
1973擭丄塅拡奐敪帠嬈抍乮尰JAXA乯偵擖幮丅H-IIA僾儘僕僃僋僩僠乕儉僒僽儅僱乕僕儍傪宱偰丄2007擭8寧傛傝尰怑丅